Contact Us
Contact Us (877) 248-1631
(877) 248-1631The programming code used to build CNC Broach Tool’s G code Program Generator is Proprietary and Patent Pending
Find more useful Programming info below:
To use The CNC Broach Tool Program Generator:
- Choose your machine type: Lathe or Mill.
- Select the type of program you want to export: Long format or Sub Program
- Select which tool you’d like to use
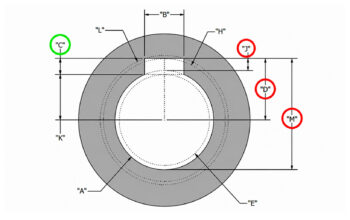
- Enter the Bore Diameter, Keyway Width, Radial Depth, Z axis start & end points, Depth of Cut, & IPM.
- For milling machines enter the feed axis and feed direction
- Accept the Terms & Conditions
- Copy the code (Ctrl C) and paste (Ctrl P) it into your program
- Try the new V2 program generator
- Try the full version of CNC Machinist Calculator Ultra.
Z axis start point: The start point should be at least .500″ above the bore face to allow for acceleration prior to cutting.
Z axis end point: The end point must clear the back face of the bore by at least .200″. This is important because some machines will actually begin to retract on X or Y prior to reaching the Z end point. This “Phantom Retraction” could cause the insert to pull out of the pocket. The insert must be completely through the material in the Z axis prior to retracting on X or Y. One way to avoid the “Phantom Retraction” is to add an exact stop g-code to your program. This will slow your broach cycle considerably, however. This is why we recommend extending the Z axis end point instead. More information on this can be found in our blog post titled “Keys to using CNC Broach Tools” in the Questions and Answers section