Contact Us
Contact Us (877) 248-1631
(877) 248-1631Have you ever wondered what happens when the axis of your CNC machine changes direction during a high feed move? In CNC machining there is a default tolerance built into the control which permits the machine to round corners while performing a G01 feed move or a G00 rapid move. This rounding is used to help speed up your cycle without requiring the machine to stop at each axis move. The faster you’ve programmed the feed rate, the more your machine will round the corner. At CNC Broach Tools we refer to this as the Phantom Retraction. Most machines have a G code (G61 & G09) which is used to bypass this rounding. This G code is usually called “Exact Stop Check”.

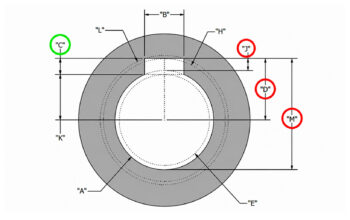
In order to understand the role of the Exact Stop Check g-code you have to think about what happens when the axes change direction. Let’s say that you have programmed a rectangular shaped box move, as you do when broaching a keyway (see image above). The Z axis moves from point A to point B. Then Z stops and the X axis moves from point B to point C. Then X stops & the Z axis takes back over, etc.. In a perfect world this would create a perfect rectangle, but what actually happens when the weight of the turret (or table) is accounted for is quite a bit different. You will see a rounded move (shown in orange above) which can cause problems when broaching. The rounding increases when the rapid override and feed rate knobs are set at 100%.
Due to the mass of the machine tool, a servo motor is unable to start and stop the axis without allowing for acceleration & deceleration. In order to reach a programmed point perfectly when changing directions the machine would need to accelerate up to speed, decelerate, and then stop at that point before changing directions. But, as you probably know, when a tool stops in the cut there will always be a witness mark left behind on your part. So instead the machine will continue without coming to a stop and will round the move and start moving to the next programmed point.
When broaching in a CNC machine you have a few options to get around the Phantom Retraction:
- Add an Exact Stop Check G code to your program which will slow your cycle down considerably
- You could slow down your rapid override and your feed rates so the machine rounds the corners less, this however will reduce tool life since the cutting speed will be insufficient for your material.
- You could simply adjust your Z axis start and stop points to allow room for the rounded moves
We always recommend option 3 when possible. This keeps the cycle time as low as possible. We recommend programming the Z axis to start in front of the part at least .625”. This allows the machine room to accelerate to full speed before engaging the insert into the cut. We also recommend you program the Z axis end point so it clears the back face of the bore by at least .200″. This is important. The insert must pass completely through the material in the Z axis prior to retracting down and out of the keyway. The Phantom Retraction could start pulling down prior to breaking through the material into open air. This could cause the insert to get pinched in the keyway which may cause it to pull out of the pocket and crash the tool. You must allow room for the phantom retraction to prevent this!
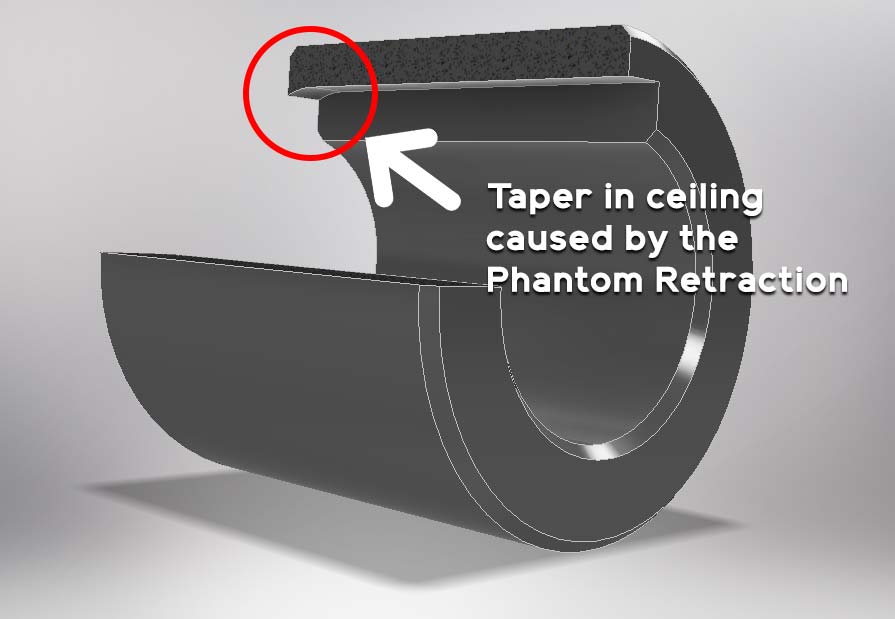
Remember: When performing a dry run with the rapid override and feed knobs turned down it might appear that the Z endpoint looks to be in a good position. This will change once running the machine at full speed. Always double check your part after running full speed to verify there is no taper or a lip in the ceiling of the keyway caused by the Phantom Retraction.
More information on this can be found in our blog post titled “Keys to using CNC Broach Tools” in the Questions and Answers section