Contact Us
Contact Us (877) 248-1631
(877) 248-1631Tips for broaching internal keyways on CNC mills and lathes
CNC Broaching info:
Use water soluble coolant if you can. For Stainless make sure to thicken your coolant to 10%.
- Start cut with insert and tool face minimum .625” away from part being machined to allow space to accelerate to full cutting speed. .
- How our tool is held, makes the difference between whether it works or not. Split Sleeves, Hydraulic holders, & ER Collet sleeves are good. Holders with only one or two set-screws are NOT rigid enough. you want a holder that wraps completely around our shank and SQUEEZES down hard.
- BLIND KEYWAYS are tricky. We recommend doing blind holes on a lathe on horizontal mill. NOT a vertical mill. Gravity makes the chips pile into the relief area and cause crashes. With a lathe they drop away.
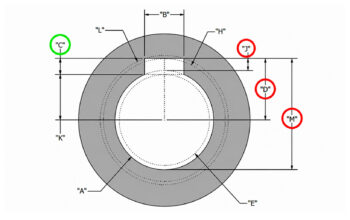
- If going into a blind hole there MUST be an appropriate relief
If the chip is taking up the back of your relief, you don’t want the insert impacting it and nudging the insert up in the pocket over time…program your cut to end closer to where you exit the Keyway into your relief, not at the back of the relief. Depth of Cut should be .0008″-.0015″ per pass. We recommend 250-450 IPM (Inches per minute) on the rough-cut and 150 IPM on the final pass for finish.
- Program the tool to drop down completely out of the keyway on the retraction.
- For clients running months long production, change setscrews in your tool. Setscrews worn out by friction will “flatten” and not grip causing insert “pop-up” and crashes.
- No Ramping, Slanting or Angled cuts. Improper use may result in the insert pulling out of the pocket or the tool crashing
Take the time to make sure you are square. Tightening set screws on your boring bar sleeve or EM holder can “cock” the broach tool out of square. Put a gauge block in the pocket of the cnc broach tool, and indicate up/down/left/right to 100% guarantee you are square…..think!!! if you hit the part and you are not square the insert will chip. Take the time to indicate this in!!! It’s worth it.
CNC Broach Tools produces long tools, the clearance needed to slide this tool into your EM or Boring bar sleeve can cause problems. Base to tool is 5 inches away at the tip of the cut.
- Some of our clients love this hydraulic Cat 40 tool holder from Kennametal