 Contact Us
Contact Us (877) 248-1631
(877) 248-1631Introduction
Achieving precision in keyway broaching is essential for optimal tool performance and longevity. At CNC Broach Tools, we’ve identified a common pitfall: misinterpreting the radial depth input in our CNC Broach G-Code Program Generator. This guide aims to clarify the correct approach to programming radial depth, ensuring efficient and accurate broaching operations.
Why Radial Depth Matters in Keyway Broaching
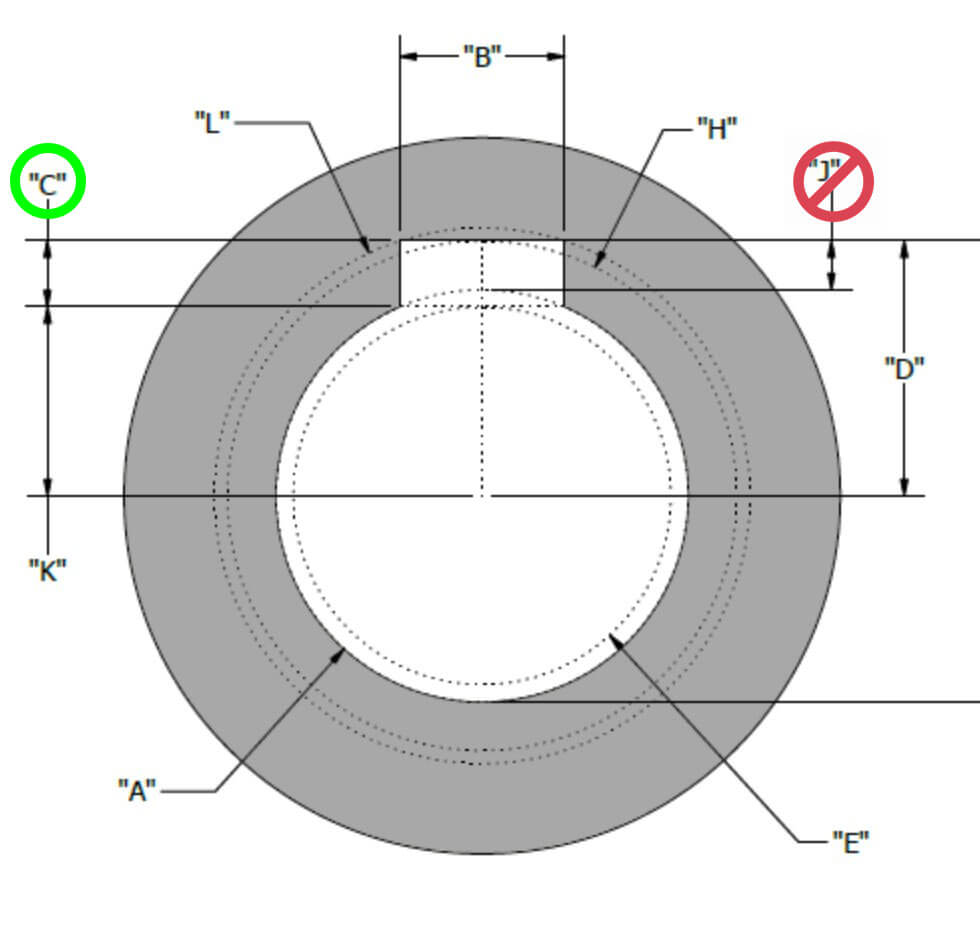
One of the most common mistakes machinists make when programming a broach cycle—especially when using our CNC Broach G-Code Program Generator—is entering the wrong value for the radial depth, also known as the C dimension.
The C dimension is the distance from the ceiling of the keyway down to the edge of the bore wall. It’s not to be confused with the J dimension, which is the distance at the centerline of the keyway to a theoretical intersection with the bore diameter. Confusing these two can cause major issues in programming and tool performance.
What Happens When the C Dimension Is Wrong?
When users mistakenly enter the J dimension instead of the C dimension, the generated broach program produces a cut that’s too shallow. Dimensionally, this is incorrect, so machinists then must manually offset the tool outward by the “missing” amount. Unfortunately, this leads to an unintended consequence: the first pass becomes way too deep, risking broken inserts and damaged parts.
Real-World Example:
- Bore Diameter: Ø0.850″
- Keyway Width: 0.250″
- Correct C Dimension (Radial Depth): ~0.125″
If the user mistakenly uses the depth from centerline (~0.106″) and offsets the tool outward by ~0.019″, the first pass engages too much material—potentially 0.019” instead of the recommended 0.001” per pass.
Calculating the Starting Diameter
Our online Keyway Program Generator calculates the start diameter automatically. However, if you must create the program on your own, be sure to calculate the correct starting diameter.
- Determine the Correct Radial Depth: Read above and always use the C dimension. For a 0.250″ wide keyway, the standard radial depth is approximately 0.125 inches. Lets use this in our example
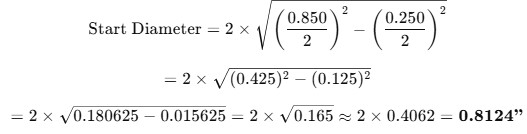
- Calculate the Starting Diameter: Start Ø = 2 × √((Bore Diameter / 2)^2 – (Keyway Width / 2)^2)
- Program the First Pass at the Starting Diameter: This ensures that the broach removes material gradually, adhering to the recommended depth per pass.

Actual Calculated Start Diameter based on example above:
Visual Aids: Enhancing User Understanding
To assist users in correctly identifying and inputting the radial depth:
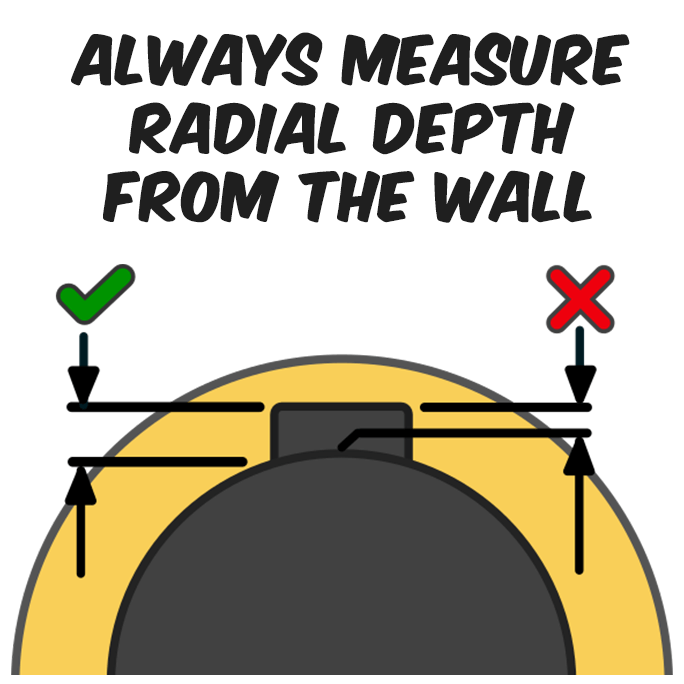
- Updated Diagrams: We’ve incorporated clear visuals in our program generator, highlighting the correct (“C” dimension) and incorrect (“J” dimension) inputs.
- Visual Indicators: Green checkmarks and red Xs guide users toward the correct input method, reducing the likelihood of errors.
Best Practices for Broach Programming
- Depth per Pass: Maintain a conservative depth per pass, typically between 0.0006 to 0.0020 inches, depending on material hardness.
- Feed Rate: Adjust the feed rate according to material properties, ensuring smooth and efficient cutting.
- Tool Selection: Choose the appropriate broach tool and insert for your specific application, considering factors like bore size and keyway dimensions.
- Use the Program Generator: Leverage our CNC Broach G-Code Program Generator to automate and streamline the programming process, minimizing human error.
Conclusion
Accurate programming of radial depth is pivotal in keyway broaching operations. By understanding the distinction between radial and axial depths and utilizing the resources provided by CNC Broach Tools, machinists can enhance tool performance, extend tool life, and achieve superior part quality.
For further assistance or inquiries, please contact our technical support team or visit our Keyway Broach Tools page for more information.